Станок профилегибочный ручной МГ-0050-П-Р
22122.00 ₽
Май 12, 2023
50


Старое значение: 0
Файл: https://sterbrust. com/upload/iblock/f48/f486c4e23f6acc37363a02af952211a1. pdf
Бренд: metallica
Технические характеристики
Технические данные.
MG-0050-P-R
Диаметр вала.
30 мм
Диаметр цилиндра (верхний/нижний)
100/90 мм
Макс. материал обработки
- Квадратные трубы
- Профильные трубы (широкого сечения),
- Брус.
25 x 25 x 2
50 x 25 x 2
50 x 2 мм
Время перемещения прижимного ролика.
150 мм
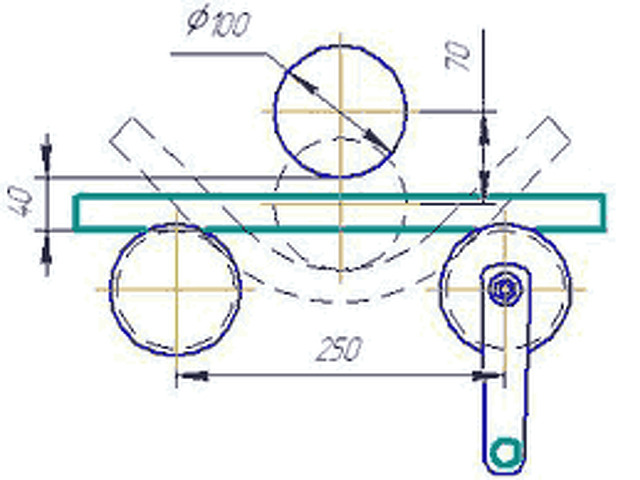
Размеры без учета рукоятки (Ш х В х Г)
420 x 430 x 520 мм
Вес
40 кг
Данный продукт доступен из опций продукта
Для труб неправильной формы
Арка
Цилиндры
Профилегибочные станки
Описание.
MG-0050-P-R ручной профилегибочный станок для гибки квадратных и прямоугольных труб и стальных лент (макс. ширина 50 мм, макс. толщина 4 мм) по ГОСТ 380-94.
Установлен цилиндр. Вальцегибочный станок предназначен для эксплуатации в условиях умеренного климата по категории установки 3 ГОСТ 15150-69.
Вальцепрокатный станок состоит из следующих основных узлов
Рама,
Рукоятка привода,
Звездочки,
Опорный ролик,.
Прижимной ролик,
Винты,
Храповые механизмы,
Защелкивающиеся кнопки,
Защитный кожух.
Вальцовочная машина должна быть прочно установлена и закреплена в отверстиях рамы четырьмя винтами (винты не входят в комплект поставки). Перед началом работы убедитесь, что вальцовочный станок закреплен. Убедитесь, что защитный кожух 9 установлен и закреплен.
Проверьте механизм машины.
Убедитесь, что все разъемы надежно закреплены и нет никаких задержек.
Проверьте правильность всех настроек (опорный ролик 4 должен быть ровным).
Убедитесь, что цепь правильно натянута.
После выполнения вышеуказанных требований отрегулируйте ролики в соответствии с шириной сгибаемой заготовки.
С помощью гаечного ключа ослабьте гайку, фиксирующую опорный ролик 4.
Снимите ролик с оси,
Измените необходимую ширину колеи (20-30-40-50 мм) ролика или поверните на 180° для регулировки. Ширина колеи ролика больше ширины заготовки, так как при изгибе происходит небольшая деформация (сплющивание) заготовки.
Установите ролик на вал с помощью шпонки и закрепите его гайкой.
Затем поднимите прижимной ролик 5 в верхнее положение с помощью рукоятки 8. Поместите согнутую заготовку между опорным роликом 4 и прижимным роликом 5 (заготовка располагается своей самой широкой плоскостью на кронштейне опорного ролика 4). Вращая вниз ручку 8 через храповой механизм 7, плавно опускают зажимной цилиндр 5 на необходимую величину для формирования требуемого радиуса гиба (1/2 оборота). Подача гибочных деталей осуществляется вращением приводной рукоятки 2 через опорные ролики, которые соединены между собой транспортной цепью 3. Для извлечения готовых деталей необходимо вытащить предохранительное устройство из храпового механизма 7 и повернуть его. То есть на 180°. Затем поворотом зажимного рычага 8 поднимается зажимной цилиндр и освобождает заготовку.
Полный комплект оборудования.
Станок,
Ручной.
Оставить комментарий
Похожие объявления




prev
next
Комментарии