Вальцовочный электромеханический станок МГ-1000-В
75318.00 ₽
Май 12, 2023
9


Старое значение: 0
Файл: https://sterbrust. com/upload/iblock/26d/26da3fd7d208a9bd4e93dc812dc3178a. pdf
Бренд: metallica
Технические характеристики
Бренд.
MG-1000-V
Диаметр верхнего вала
70 мм
Вес без упаковки
170 кг
Макс. длина спирали
1000 мм
Макс. толщина листа (при прокручивании на макс. длину)
2,0 мм
Размеры.
1450 x 600 x 1000 мм
Описание.
MG-XXXX-V и MG-XXXX-V-U 3-х валковые электромеханические вальцы со съемным верхним валком и ручным прижимом, предназначены для прокатки цилиндрических заготовок из листовой низкоуглеродистой стали (оцинкованной стали) общей марки ГОСТ 380-94. Устойчивое климатическое исполнение категории 3 по ГОСТ 15150-69.
Трехцилиндровый электромеханический цилиндр состоит из следующих основных узлов.
Базовая рама,
Челюсть,
Прижимная балка,.
Прижимные ролики,
Опорные ролики,
Шатуны,
Зажимные винты,.
Затягивающие гайки.
Пульты дистанционного управления,
Электрические шкафы,
Корпуса приводов,.
Болты заземления,.
Заготовки,
Приводной ролик.
Каток должен быть прочно установлен на фундамент и закреплен четырьмя анкерными болтами через отверстия в раме. Глубина фундамента под катками должна быть не менее 150 мм. Горизонтальное выравнивание роликов при монтаже должно производиться с помощью уровня на базовой поверхности рамы (точность 2 мм на 1000 мм длины). Перед началом работы убедитесь, что цилиндр заземлен.
Очистите валы 4 и 5 от антисептической смазки. Визуально проверьте все электрические соединения, чтобы убедиться в их хорошем состоянии. Убедитесь, что напряжение питания соответствует параметрам цилиндра. Затем дайте цилиндру поработать на холостом ходу в течение 30 минут.
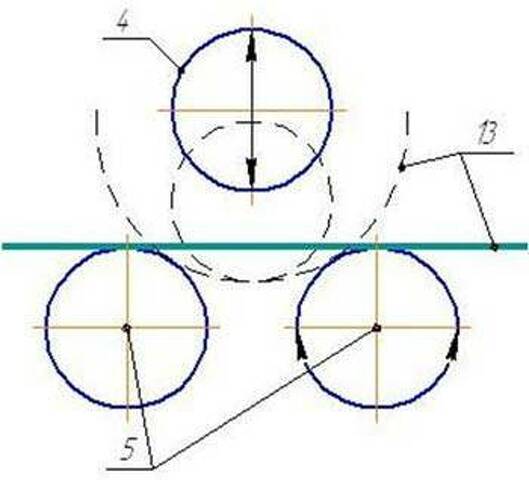
2. принцип работы
Поднимите прижимной ролик 4 с помощью зажимного винта 7. Поместите прокатываемый лист 13 между опорными роликами 5 и 4 (заготовка должна располагаться параллельно роликам). Затем, одновременно (и равномерно) вращая зажимной винт 7, постепенно (на 1/2 оборота) опустить прижимной цилиндр 4 на величину, необходимую для формирования требуемого радиуса прокрутки. Прокрутка листа осуществляется нажатием кнопки реверса на пульте 9 и поворотом электромеханического двигателя (соединенного с опорным валом через шестерни). Изменение возвратно-поступательного движения роликов осуществляется нажатием кнопки СТОП. Для снятия блока 13 необходимо повернуть зажимной винт 7 и вернуть зажимной цилиндр 4 в верхнее положение. Если необходимо снять вал зажима, ослабьте гайку зажима, поверните балку зажима на 180° и поднимите узел.
Принадлежности.
Машина,
Инструкция по эксплуатации.




Комментарии